Stainless Steel Types and HMI Applications For The Food Processing Industries
There are many unique benefits associated with using stainless steel in a wide variety of projects and applications. Stainless steel contains low carbon with high chromium content. It is an alloy of iron with a minimum of 10.5 percent chromium. The chromium is the main trait that gives its unique corrosion-resistant characteristic. Due to the chromium content from the steel, the chromium-rich oxide film forms naturally on the metal surface. This is beneficial in the case of the surface being chemically or mechanically damaged, the steel is self-healing given even a small amount of oxygen exposure.
Benefits in Stainless Steel
Stainless steel has many unique qualities that are often the supreme value option owning to its list of benefits:
Corrosion-resistant
Stainless steel is highly resistant according to the choice of grade in response to its environmental setting.
Fire and heat resistant
Specific grades of stainless steel that have chromium and nickel-alloys retain strength at high temperatures. Some grades will resist scaling and maintain extreme strength at very high temperatures, while others show exceptional toughness at low temperatures.
Aesthetic qualities
The clean-cut high-quality visual appearance of stainless steel is low maintenance, modern, and attractive.
Long-term value
The lifespan durability paired with the long-term costs formulates a cost-effective material choice.
Strength-to-weight advantage
The unique ability to resist corrosion, heat damage and chemical damage allows for the high strength duplex grades to add strength, allow for reduced thickness and weight in the material, and provide a cost advantage over conventional grades of stainless steel.
Environmentally-conscious
Stainless steel is 100 percent recyclable, creating a welcoming choice for eco-friendly construction projects. Due to the multiple benefits of stainless steel, it is desired domestically, in industries like commercial food processing, commercial kitchens, medical field, chemical, pharmaceutical, and hygiene-conscious conditions.
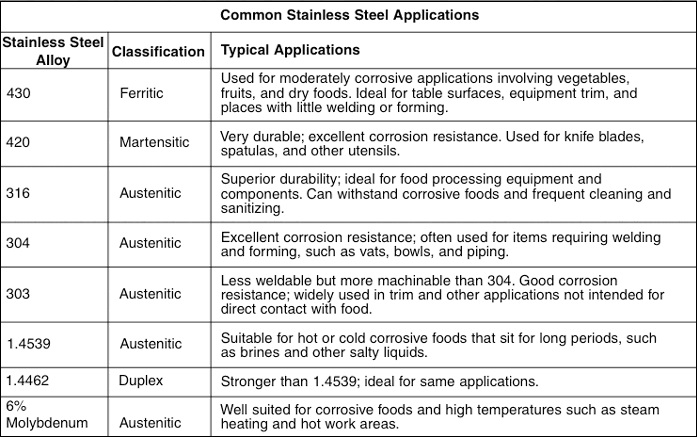
Different Grades in Stainless Steel
The grades of stainless steel refer to its quality, durability, and temperature resistance. Grades that have lower alloys will resist deterioration in pure water or atmospheric environments. Grades that have a higher alloy have the capability to resist corrosion in alkaline or acid solutions, as well as chlorine bearing environments, such as processing plants and other industrial facilities. Either type 304 or 316 and 430 are most common among the food processing industry. They are useful in warm conditions where stress corrosion cracking can be a corrosion risk and are widely used for cutting and grinding applications. Food grade refers to surface finishing that has a sanitary finish by the federal government’s standard, that it is safe for processing food products and can easily and reliably be cleaned and sanitized.
HMI Devices With Stainless Steel Bezel
Panel monitors and Panel PCs with touch screens and stainless steel fronts are designed with HMI applications are operator control and monitoring of food processing machines in the food and beverage industry. Acnodes carry a variety of stainless steel panel mount monitors based on Food processing machinery – Safety and hygiene requirements. The APS serial industry monitors consist of a stainless steel rugged enclosure complying with IP65 protection standards. With IP65, it has complete protection from dust, oil, and other non-corrosive material. It also has protection from water projected by a nozzle against enclosure from any direction. The surface is complemented with a polished surface for easy cleaning and sterilization. They are built for demanding applications with high industrial requirements, such as food processing, medical, chemical, and pharmaceutical applications in harsh environments. Acnodes’ monitors have anti-shock and anti-vibration features, contributing to the protection in difficult conditions. Besides the physical protective layer, the monitors’ LCD panel displays high image quality. Since the panel mount monitors are food-grade qualified, they are perfect for the food processing industries as its requirements are all met with the benefits of stainless steel.



